


-

-

組合螺絲 組裝螺絲
SMES :為方便裝配 且不讓華司墊圏脫落 ,華司在打頭完成套上配件再輾牙,所以華司配件是完成後取不下來的,優點省時省力 避免施工時錯誤裝置。 組合螺絲 : 是直接以人工或機器組裝華司配件 ,較費時費工, 但可以自由拆卸。
-
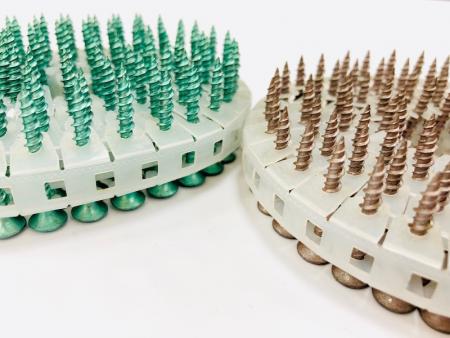
耐酸性環境的塗裝螺絲
螺絲的塗裝種類極為多樣,有些是純粹裝飾用途,有些則能提高抗鏽蝕程度,甚至增加螺絲的緊固程度。本公司使用多種高品質專利塗裝漆,同時擁有專業鹽水測試設備。在替螺絲上色的同時,也同時替您的事業添增一份繽紛的色彩!
-

高抗拉螺絲
高抗拉力螺絲需要高硬度的材質與更專業的技術才能打造,所以被取代性低且附加價值高,是本公司最主要的服務項目。如果您對螺絲有抗拉力方面的需求,昇錩的技術絕對可以令您放心! 可製作之抗拉螺絲如下: A2-70~A2-100 A4-70~A4-100
-

-

-

-

特殊雙層頭螺絲
MB003-141205-1
製程:我們使用多沖程打頭機使螺絲頭部成形後輾造牙紋再清洗。 所有產品皆依照ISO品質作業規範實行製程中檢驗 及 出貨前自主檢驗 檢驗工具:游標卡尺 頭厚機 分釐卡 2.5D投影機 及2D投影機 螺絲量測點:依客戶圖面量測
-

特殊岡山頭機械牙
MB003-150316-1
製程:使用多沖程打頭機使螺絲頭部成形輾造牙紋,於機械牙尾部做割溝處理 最後清洗。 所有產品皆依照ISO品質作業規範實行製程中檢驗 及 出貨前自主檢驗 檢驗工具:游標卡尺 頭厚機 分釐卡 2.5D投影機 及2D投影機 螺絲量測點:頭徑 頭厚 梅花孔T20深度 合梅花孔插規 牙長度 牙外徑 牙底徑 牙山 牙距 割溝寬 割溝深度
-

百恩德頭機械牙螺絲
MB003-150907-1
製程:使用多沖程打頭機使螺絲頭部成形後輾造牙紋再清洗。 所有產品皆依照ISO品質作業規範實行製程中檢驗 及 出貨前自主檢驗 檢驗工具:游標卡尺 頭厚機 分釐卡 2.5D投影機 及2D投影機 螺絲量測點:頭徑 頭厚 十字孔深割溝寬 割溝深 無牙桿徑 無牙長度 牙長度 牙外徑 牙底徑 牙山 牙距 合環規GO/NO GO
-

圓華司頭機械牙螺絲
MB003-160103-1
製程:使用多沖程打頭機使螺絲頭部成形後輾造牙紋再清洗。 所有產品皆依照ISO品質作業規範實行製程中檢驗 及 出貨前自主檢驗 檢驗工具:游標卡尺 頭厚機 分釐卡 2.5D投影機 及2D投影機 螺絲量測點:頭徑 頭厚 梅花孔深pin點直徑 華司徑 華司厚 頭下花齒數 牙長度 牙外徑 牙底徑 牙山 牙距 合環規GO/NO GO
-

特殊盆頭機械牙
ME005-130327
製程:我們使用多沖程打頭機使螺絲頭部成形後輾造牙紋再清洗。 所有產品皆依照ISO品質作業規範實行製程中檢驗 及 出貨前自主檢驗 檢驗工具:游標卡尺 頭厚機 分釐卡 2.5D投影機 及2D投影機 螺絲量測點:頭徑 頭厚 割溝深 割溝寬 牙長度 牙外徑 牙底徑 牙山 牙距 合環規GO/NO GO
-

凹槽六角華司頭
ME005-130706-1
製程:我們使用多沖程打頭機使螺絲頭部成形後輾造牙紋再清洗。 所有產品皆依照ISO品質作業規範實行製程中檢驗 及 出貨前自主檢驗 檢驗工具:游標卡尺 頭厚機 分釐卡 2.5D投影機 及2D投影機 螺絲量測點:六角對邊 對角 頭厚 華司徑 華司厚 割溝寬 割溝深 牙長度 三角牙C值和D值 牙底徑 牙山 牙距 合環規 GO/NO GO
-

凹槽六角圓華司頭機械牙
MF008-110606-1
製程:我們使用多沖程打頭機使螺絲頭部成形後輾造牙紋再清洗。 所有產品皆依照ISO品質作業規範實行製程中檢驗 及 出貨前自主檢驗 檢驗工具:游標卡尺 頭厚機 分釐卡 2.5D投影機 及2D投影機 螺絲量測點:六角對邊及對角 圓華司頭厚 圓華司頭徑 花齒數 牙長度 牙外徑 牙底徑 牙山 牙距 合環規GO/NO GO
-

六角頭螺栓
MF008-110828-1
製程:我們使用多沖程打頭機使螺絲頭部成形後輾造牙紋再清洗。 所有產品皆依照ISO品質作業規範實行製程中檢驗 及 出貨前自主檢驗 檢驗工具:游標卡尺 頭厚機 分釐卡 2.5D投影機 及2D投影機 螺絲量測點:六角對邊及對角 頭厚 牙長度 牙外徑 牙底徑 牙山 牙距 合環規GO/NO GO
-

百恩德頭機械牙螺絲
MM006-120811-1
製程:使用多沖程打頭機使螺絲頭部成形後輾造牙紋再清洗。 所有產品皆依照ISO品質作業規範實行製程中檢驗 及 出貨前自主檢驗 檢驗工具:游標卡尺 頭厚機 分釐卡 2.5D投影機 及2D投影機 螺絲量測點:頭徑 頭厚 合四角孔插規 四角深度 牙長度 牙外徑 牙底徑 牙山 牙距 合環規GO/NO GO
-

四角頭機械牙螺絲
MS007-090619-1
製程:我們使用多沖程打頭機使螺絲頭部成形後輾造牙紋再清洗。 所有產品皆依照ISO品質作業規範實行製程中檢驗 及 出貨前自主檢驗 檢驗工具:游標卡尺 頭厚機 分釐卡 2.5D投影機 及2D投影機 螺絲量測點:四角對邊 頭厚 牙長度 牙外徑 牙底徑 牙山 牙距 合環規GO/NO GO
-

盆頭三角牙機械螺絲
MT001-111127-2
製程:我們使用多沖程打頭機使螺絲頭部成形後輾造牙紋再清洗。 所有產品皆依照ISO品質作業規範實行製程中檢驗 及 出貨前自主檢驗 檢驗工具:游標卡尺 頭厚機 分釐卡 2.5D投影機 及2D投影機 螺絲量測點:頭徑 頭厚 花齒數 牙長度 三角牙的C值&D值 牙底徑 牙山 牙距 合環規GO/NO GO
-

內六角孔有頭螺絲
MT002-151230-1
製程:使用多沖程打頭機使螺絲頭部成形後輾造牙紋再清洗 熱處理。 所有產品皆依照ISO品質作業規範實行製程中檢驗 及 出貨前自主檢驗 檢驗工具:游標卡尺 頭厚機 分釐卡 2.5D投影機 及2D投影機 螺絲量測點:頭徑 頭厚 六角孔深合六角插規 無牙長度 無牙桿徑 牙外徑 牙底徑 牙山 牙距 合環規GO/NO GO
-

銅六角螺絲
MV003-140107-1
製程:我們使用多沖程打頭機使螺絲頭部成形後輾造牙紋再清洗。 所有產品皆依照ISO品質作業規範實行製程中檢驗 及 出貨前自主檢驗 檢驗工具:游標卡尺 頭厚機 分釐卡 2.5D投影機 及2D投影機 螺絲量測點:六角對邊 對角 頭厚 牙長度 牙外徑 牙底徑 牙山 牙距 合環規 GO/NO GO
-

有頭內六角孔螺絲
MV003-150221-1
製程:我們使用多沖程打頭機使螺絲頭部成形後輾造牙紋再清洗。 所有產品皆依照ISO品質作業規範實行製程中檢驗 及 出貨前自主檢驗 檢驗工具:游標卡尺 頭厚機 分釐卡 2.5D投影機 及2D投影機 螺絲量測點:內六角對邊 對角 頭厚 牙長度 牙外徑 牙底徑 牙山 牙距 合環規 GO/NO GO
-

盆頭機械牙全牙尖尾
MV003-150306-1
製程:使用多沖程打頭機使螺絲頭部成形後輾造牙紋再清洗。 所有產品皆依照ISO品質作業規範實行製程中檢驗 及 出貨前自主檢驗 檢驗工具:游標卡尺 頭厚機 分釐卡 2.5D投影機 及2D投影機 螺絲量測點:頭徑 頭厚 四角孔深合四角型插規 牙長度 牙外徑 牙底徑 牙山 牙距 合環規GO/NO GO 尖尾長度 尖尾角度
-

盆頭十字孔鐵板螺絲
TA013-110602
製程:使用多沖程打頭機使螺絲頭部成形後輾造牙紋再清洗。 所有產品皆依照ISO品質作業規範實行製程中檢驗 及 出貨前自主檢驗 檢驗工具:游標卡尺 頭厚機 分釐卡 2.5D投影機 及2D投影機 螺絲量測點:頭徑 頭厚 十字孔深合十字插規 牙長度 牙山 牙距 C值 D值 尖尾長度 尖尾角度
螺絲 | 台灣專業螺絲製造商與服務商 | 昇錩實業股份有限公司
昇錩實業是台灣專業螺絲製造服務商(成立於西元1968年). 昇錩實業擁有45年不鏽鋼扣件生產經驗,通過ISO9001認證,具備專門製作高抗拉緊固件產品的能力,提供客製化生產的服務。
撥打服務專線 886-3-386-9345
