


-
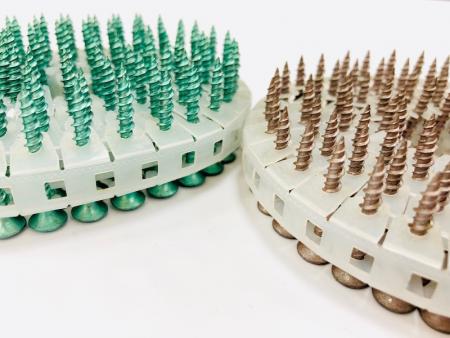
コーティングねじ
ファスナーにはさまざまな仕上げやコーティングが施されています。それらの中にはファスナーを腐食から保護するものもあり、一部は装飾用です。 どんな種類のネジでもコーティングすることができます。
-

インデントされた六角ワッシャーヘッドネジ
CA009-150428-1
プロセス: マルチブローヘッダーを使用してヘッドを作り、その後パッシベーションの前にねじ切りを行います。最後に表面コーティングを施します。 すべてのアイテムは工程中および出荷前に検査され、ISO作業指示に準拠している 検査ツール: ノギス、突出し高さゲージ、マイクロメーター、2.5Dおよび2Dプロジェクター 測定ポイント: 六角の対辺と角、ワッシャー径、ワッシャー高さ、ねじ長さ、主径、副径、ねじ山角度、ピッチ、フラットテール長さ、フラットテール径 ナイロック検査 ナイロックコーティングレポートを提供しています
-

パンヘッド フィリップス粗ねじ尖頭ネジ
CA009-150614-1
プロセス: マルチブロー ヘッダーを使ってヘッドを作り、その後受動化の前にねじ切りを行います。熱処理の後、亜鉛メッキを施し、最後にねじとワッシャーを組み立てます。 すべてのアイテムは工程中および出荷前に検査され、ISO作業指示に準拠している 検査ツール: ノギス、突出し高さゲージ、マイクロメーター、2.5Dおよび2Dプロジェクター 測定ポイント: 頭径、頭高さ、フィリップス溝の深さ、ワッシャー径、ワッシャー高さ、全長、主径、副径、ねじ山角度、ピッチ、コート検査 検査レポートを提供しています
-

面取り六角ワッシャーヘッドねじ
CE005-150301-1
プロセス:マルチブローヘッダーを使用してヘッドを作り、パッシベーション前にスレッディングします。最後に熱処理後に表面コーティングします。 すべてのアイテムは工程中および出荷前に検査され、ISO作業指示に準拠している 検査ツール: ノギス、突出し高さゲージ、マイクロメーター、2.5Dおよび2Dプロジェクター 測定ポイント:六角の平面と角、頭部の高さ、スロットの幅、スロットの深さ、ギザギザの数、リングゲージ GO/NO GO、スレッドの長さ、メジャー直径、マイナー直径、スレッドの角度, ピッチ、チャンファー長さ、コート検査 コート レポート 提供
-

面取り六角ワッシャーヘッド機械ねじ
CM006-110711-1
プロセス: マルチブロー ヘッダーを使ってヘッドを作り、酸洗いと熱処理の前にロールします。最後にヘッド部分にスプレーペイントします。 すべてのアイテムは工程中および出荷前に検査され、ISO作業指示に準拠している 検査ツール: ノギス、突出し高さゲージ、マイクロメーター、2.5Dおよび2Dプロジェクター ネジの測定ポイント: フラットと六角の角、ヘッドの高さ、ネジ山の長さ、主径、副径、ネジ山角度、ピッチ ナイロック検査レポートを提供
-

くぼみ六角ラウンドワッシャーボルト
CM006-140821-1
プロセス: マルチブローヘッダーを使用してヘッドを作り、パッシベーションの前にねじ切りを行います。 すべてのアイテムは工程中および出荷前に検査され、ISO作業指示に準拠している 検査ツール: ノギス、突出し高さゲージ、マイクロメーター、2.5Dおよび2Dプロジェクター 測定ポイント: ヘッド直径、ヘッド高さ、全長、メジャー径、マイナー径、ねじ山角度、ピッチ、塗装表面検査 パッシベーション報告書を提供
-

面取り六角ワッシャー頭ドリリングテール
CM006-150318-1
プロセス: マルチブロー ヘッダーを使ってヘッドを作り、酸洗いと熱処理の前にロールします。最後にヘッド部分にスプレーペイントします。 すべてのアイテムは工程中および出荷前に検査され、ISO作業指示に準拠している 検査ツール: ノギス、突出し高さゲージ、マイクロメーター、2.5Dおよび2Dプロジェクター 測定ポイント: 六角の平面と角、ワッシャー径、ワッシャー高さ、全頭高さ、ねじ長さ、major径、minor径、ねじ角度、ピッチ、コート検査 コート検査レポートが提供されています
-

内部六角頭ネジ
CM006-150412-1
プロセス: マルチブローヘッダーを使ってヘッドを作り、熱処理前にねじ切りを行う。熱処理後、三価クロムメッキを施し、最後にコーティングを行う すべてのアイテムは工程中および出荷前に検査され、ISO作業指示に準拠している 検査ツール: ノギス、突出し高さゲージ、マイクロメーター、2.5Dおよび2Dプロジェクター 測定ポイント: ヘッド径、ヘッド高さ、六角深さ、六角プラグゲージ、マイナー径、ねじ山角度、ピッチ、コーティング検査、ナイロック検査 コーティング報告書を提供 Nylok レポートが提供されています
-

ボタンヘッド内部六角受け
CM006-150412-2
プロセス: マルチブローヘッダーを使用してヘッドを作り、その後パッシベーションの前にネジ山加工を行い、最後にネジとワッシャーを組み立て、表面コーティングを行う すべてのアイテムは工程中および出荷前に検査され、ISO作業指示に準拠している 検査ツール: ノギス、突出し高さゲージ、マイクロメーター、2.5Dおよび2Dプロジェクター 計測ポイント:ヘッド直径、ヘッド高さ、六角深さ、六角プラグゲージ、ワッシャー直径、ワッシャー高さ、スレッド長さ、メジャー直径、マイナー直径、スレッド角度, ピッチ、リングゲージ GO / NO GO ナイロック検査 ナイロックコーティングレポートの提供
-

内部六角頭ネジ
CM006-150412-3
プロセス:マルチブローヘッダーを使ってヘッドを作り、パッシベーションの前にねじ切りを行います。最後にナイロックコーティングを施します。 すべてのアイテムは工程中および出荷前に検査され、ISO作業指示に準拠している 検査ツール: ノギス、突出し高さゲージ、マイクロメーター、2.5Dおよび2Dプロジェクター 計測ポイント:ヘッド直径、ヘッド高さ、六角深さ、六角、ピンポイント直径、六角プラグゲージ、グリップ測定体直径、先端スレッド長さ、先端スレッド外径、最小径, スレッド角度、ピッチ ナイロック検査 ナイロックコーティングレポートの提供
-

ステンレスボタンヘッドネジ
CM006-150717-1
プロセス: マルチブローヘッダーを使ってヘッドを作り、その後不動態化の前にねじ切りを行い、その後表面コーティングを行う すべてのアイテムは工程中および出荷前に検査され、ISO作業指示に準拠している 検査ツール: ノギス、突出し高さゲージ、マイクロメーター、2.5Dおよび2Dプロジェクター 測定ポイント: ヘッド径、ヘッド高さ、六角レセス深さ、六角プラグゲージ、長さ、major径、minor径、ねじ山角度、ピッチ、コート検査、リングゲージGO/NO GO
-

パンヘッドフィリップスマシンねじ
CM006-151104-1
プロセス: マルチブローヘッダーを使ってヘッドを作り、パッシベーション前にねじ切りを行います。メッキが最後のステップです。 すべてのアイテムは工程中および出荷前に検査され、ISO作業指示に準拠している 検査ツール: ノギス、突出し高さゲージ、マイクロメーター、2.5Dおよび2Dプロジェクター 測定ポイント: ヘッド径、ヘッド高さ、フィリップス深さ、ねじ長さ、メジャー径、マイナー径、ねじ角度、ピッチ、リングゲージGO/NO GO、メッキ検査 プレーティングレポートの提供
-

平面マシンスレッドドリリングねじ
CM008-150812-1
プロセス: マルチブローヘッダーを使ってヘッドを作り、熱処理前にスレッディングを行います。メッキと酸洗いの後、最後の工程としてミツロウワックスがけを行います。 すべてのアイテムは工程中および出荷前に検査され、ISO作業指示に準拠している 検査ツール: ノギス、突出し高さゲージ、マイクロメーター、2.5Dおよび2Dプロジェクター 計測ポイント:頭部直径、頭部高さ、四角深さ、四角プラグゲージ、全長、主要直径、副要直径、スレッド角度、ピッチ、ドリリングテール直径, ドリリングテールの長さ、めっき検査 プレーティングレポートの提供
-

平頭#1正方形
CM008-151131-1
プロセス: マルチブローヘッダーを使ってヘッドを作り、熱処理前にスレッディングします。酸洗い後にメッキとビーズワックス処理をします。 すべてのアイテムは工程中および出荷前に検査され、ISO作業指示に準拠している 検査ツール: ノギス、突出し高さゲージ、マイクロメーター、2.5Dおよび2Dプロジェクター 計測ポイント:頭部直径、頭部高さ、四角深さ、四角プラグゲージ、全長、主要直径、副要直径、スレッド角度、ピッチ、ドリリングテール直径, ドリリングテールの長さ、めっき検査 プレーティングレポートの提供
-

平頭フィリップス粗ねじ付き
CP007-100215-1
プロセス: マルチブローヘッダーを使ってヘッドを作り、酸洗い前にロールします。最後にヘッド部分にスプレーペイントします。 すべてのアイテムは工程中および出荷前に検査され、ISO作業指示に準拠している 検査ツール: ノギス、突出し高さゲージ、マイクロメーター、2.5Dおよび2Dプロジェクター ネジの測定ポイント: ヘッド径、ヘッド高さ、フラットヘッド角度、全長、major径、minor径、ねじ山角度、ピッチ、塗装表面検査
-

平頭フィリップス粗ねじ付き
CP007-100715-1
プロセス: マルチブローヘッダーを使ってヘッドを作り、パッシベーション前にネジ切りを行う。熱処理後に黄色亜鉛メッキ。最後にヘッド部分にスプレーペイントする すべてのアイテムは工程中および出荷前に検査され、ISO作業指示に準拠している 検査ツール: ノギス、突出し高さゲージ、マイクロメーター、2.5Dおよび2Dプロジェクター ネジ測定ポイント: ヘッド直径、ヘッド高さ、フラットヘッド角度、全長、主径、副径、ピッチ、ねじ山角度、塗装表面検査
-

フラットヘッドフィリップス粗目尖頭ネジ
CP007-100807-1
製造工程: マルチブローヘッダーを使用してヘッドを作り、その後パッシベーションの前にねじ切りを行う。熱処理後に黄色亜鉛メッキ。最後にヘッド部分にスプレーペイントする すべてのアイテムは工程中および出荷前に検査され、ISO作業指示に準拠している 検査ツール: ノギス、突出し高さゲージ、マイクロメーター、2.5Dおよび2Dプロジェクター ネジの測定ポイント: ヘッド径、ヘッド高さ、フラットヘッド角度、全長、major径、minor径、ねじ山角度、ピッチ、塗装表面検査
-

パンヘッド フィリップス ドリリングテール
CP007-100809-1
プロセス: マルチブロー ヘッダーを使ってヘッドを作り、酸洗いと熱処理の前にロールします。最後にヘッド部分にスプレーペイントします。 すべてのアイテムは工程中および出荷前に検査され、ISO作業指示に準拠している 検査ツール: ノギス、突出し高さゲージ、マイクロメーター、2.5Dおよび2Dプロジェクター ネジ測定ポイント: ヘッド径、ヘッド高さ、ねじ長さ、メジャー径、マイナー径、ねじ角度、ピッチ、塗装表面検査
-

フラットヘッドフィリップス粗目尖頭ネジ
CP007-101109-1
プロセス: マルチブローヘッダーを使ってヘッドを作り、受動化と熱処理の前にねじ切りを行います。最後にヘッド部分にスプレーペイントを施します。 すべてのアイテムは工程中および出荷前に検査され、ISO作業指示に準拠している 検査ツール: ノギス、突出し高さゲージ、マイクロメーター、2.5Dおよび2Dプロジェクター ネジ測定ポイント: ヘッド径、ヘッド高さ、ねじ長さ、メジャー径、マイナー径、ねじ角度、ピッチ、塗装表面検査
-

パンヘッドフィリップススロット
CP007-110719-1
加工工程: マルチブローヘッダーを使用して頭部を作り、パッシベーション前にねじ切りを行う。最後にニッケルメッキ すべてのアイテムは工程中および出荷前に検査され、ISO作業指示に準拠している 検査ツール: ノギス、突出し高さゲージ、マイクロメーター、2.5Dおよび2Dプロジェクター 測定ポイント:頭部直径、頭部高さ、フィリップスの深さ、スロットの深さ、スロットの幅、フィリップスプラグゲージ、全長、主要直径、副直径、スレッド角度, ピッチ、ペイント表面検査
-

平頭フィリップス粗ねじ付き
CP007-111117-1
プロセス: マルチブローヘッダーを使ってヘッドを作り、パッシベーション前にネジ切りを行う。熱処理後に黄色亜鉛メッキ。最後にヘッド部分にスプレーペイントする すべてのアイテムは工程中および出荷前に検査され、ISO作業指示に準拠している 検査ツール: ノギス、突出し高さゲージ、マイクロメーター、2.5Dおよび2Dプロジェクター 測定ポイント: 頭径、頭高さ、平頭角度、全長、フィリップスプラグゲージ、主径、副径、ねじ山角度、ピッチ、塗装表面検査
-

半丸頭フィリップス穴付きタッピングネジ
CP007-130427-1
プロセス: マルチブローヘッダーを使ってヘッドを作り、パッシベーション前にネジ切りを行う。熱処理後に黄色亜鉛メッキ。最後にヘッド部分にスプレーペイントする すべてのアイテムは工程中および出荷前に検査され、ISO作業指示に準拠している 検査ツール: ノギス、突出し高さゲージ、マイクロメーター、2.5Dおよび2Dプロジェクター 測定ポイント: ヘッド径、ヘッド高さ、フラットヘッド角度、全長、major径、minor径、ネジ山角度、ピッチ、ペイント表面検査
-

平頭タッピング
CP007-140519-1
工程: マルチブローヘッダーを使用してヘッドを作り、パッシベーション前にねじ切りを行う。最後にヘッド部分の塗装を行う すべてのアイテムは工程中および出荷前に検査され、ISO作業指示に準拠している 検査ツール: ノギス、突出し高さゲージ、マイクロメーター、2.5Dおよび2Dプロジェクター 測定ポイント: ヘッド径、ヘッド高さ、6ロブ深さ、6ロブプラグゲージ、全長、major径、minor径、ねじ山角度、ピッチ、塗装表面検査
-

平頭フィリップス粗ねじ付き
CP007-150725-1
製造工程: マルチブローヘッダーを使ってヘッドを作り、熱処理後にメッキする前に螺子切りを行う すべてのアイテムは工程中および出荷前に検査され、ISO作業指示に準拠している 検査ツール: ノギス、突出し高さゲージ、マイクロメーター、2.5Dおよび2Dプロジェクター 測定箇所: ヘッド径、ヘッド高さ、フィリップス穴深さ、フィリップスプラグゲージ、全長、major径、minor径、ねじ山角度、ピッチ、メッキ検査、AAS試験 AASS レポートを提供
コーティングねじ | 先進的な産業用ファスナー製造業者 | 30年以上の優れた実績
1968年に設立されたSen Chang Industrial Co., Ltd.は、ステンレス鋼産業コーティングねじおよびファスナー製造の最先端に立っています。40年以上にわたる卓越性の歴史を持つ当社の製品ラインナップには、産業製造の厳しいニーズに対応するために設計されたステンレス製のねじ、ワイヤー、ピン、リベット、および高張力ねじが含まれています。品質への取り組みは、ISO9001規格への遵守によって強調されており、提供する製品が単なる適合だけでなく、業界の期待を上回ることを保証しています。日本と台湾からのプレミアムな原材料の調達から最先端の製造技術の採用まで、私たちは私たちのファスナーが優れた強度、耐久性、信頼性を提供することを保証します。当社の特化した製品は、カスタマイズされた留め具ソリューションを含み、世界中の幅広い産業に対応しており、留め具ソリューションにおいて非常に高い品質と精度を求める企業にとって、当社は選ばれるパートナーです。
お電話 886-3-386-9345